Step 3: Products and Methods
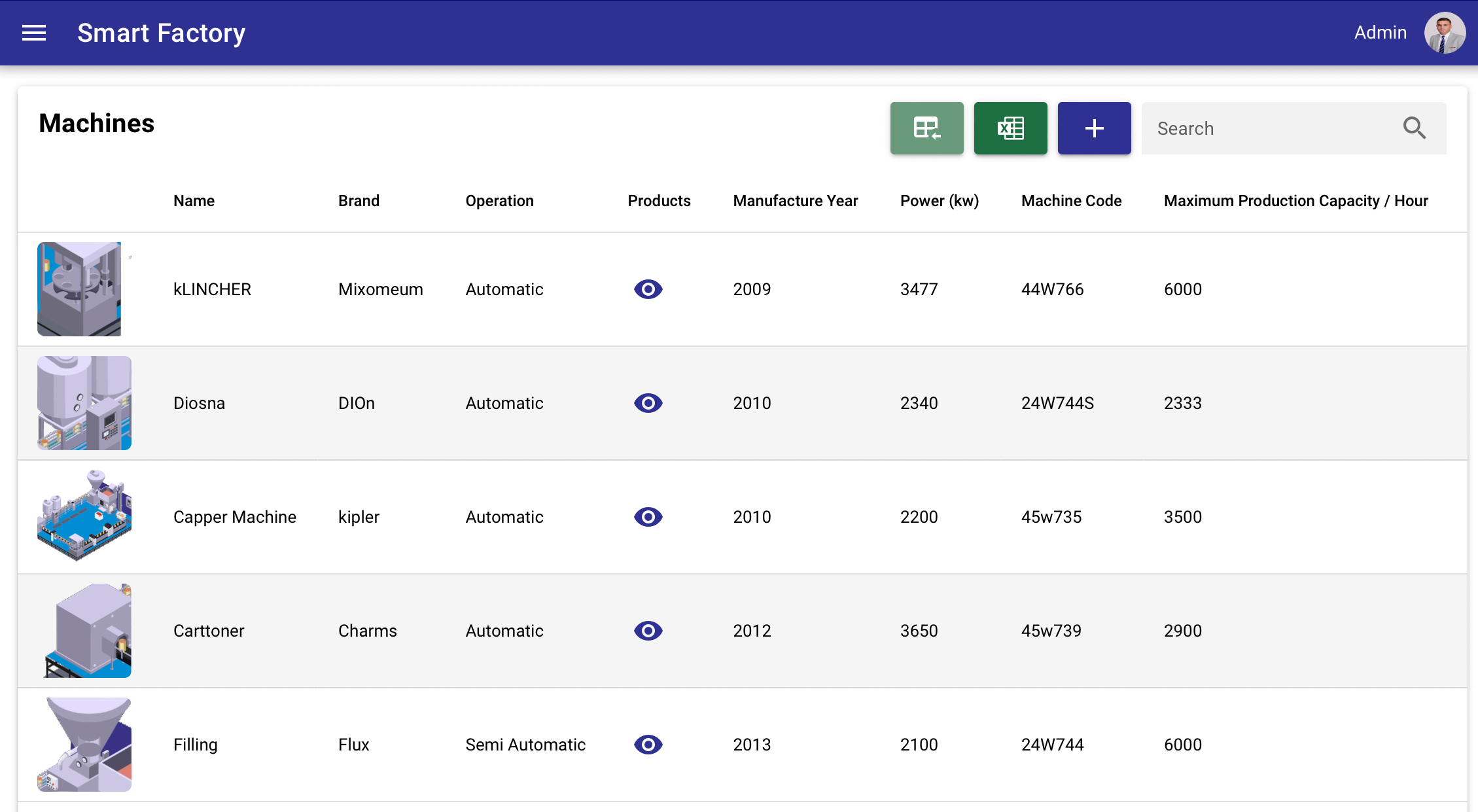
In non-continuous production lines, we use machines for producing various products, and the production methods may vary even with the same machine. Firstly, define the warehouse and machines one by one to be included in the production line.
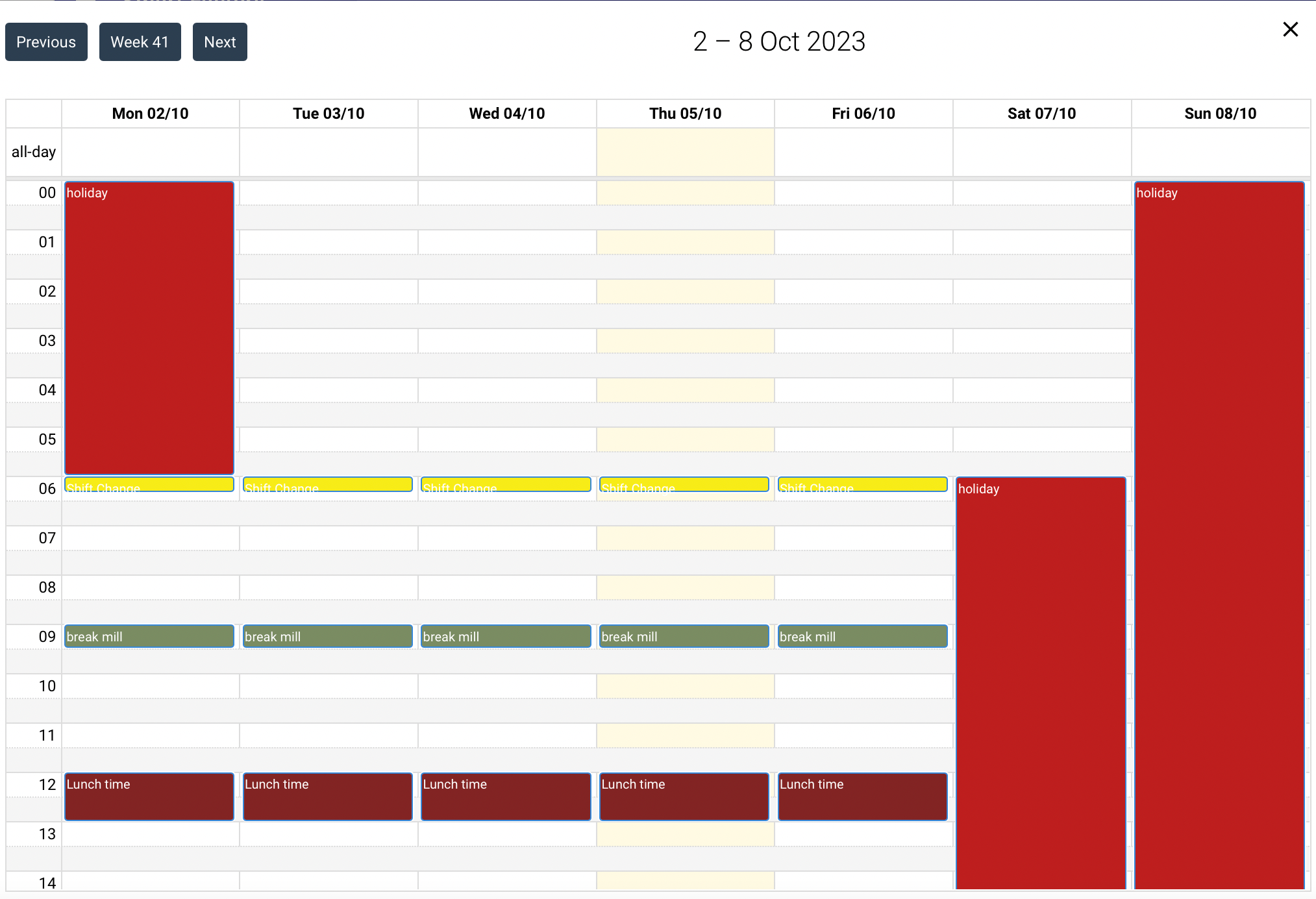
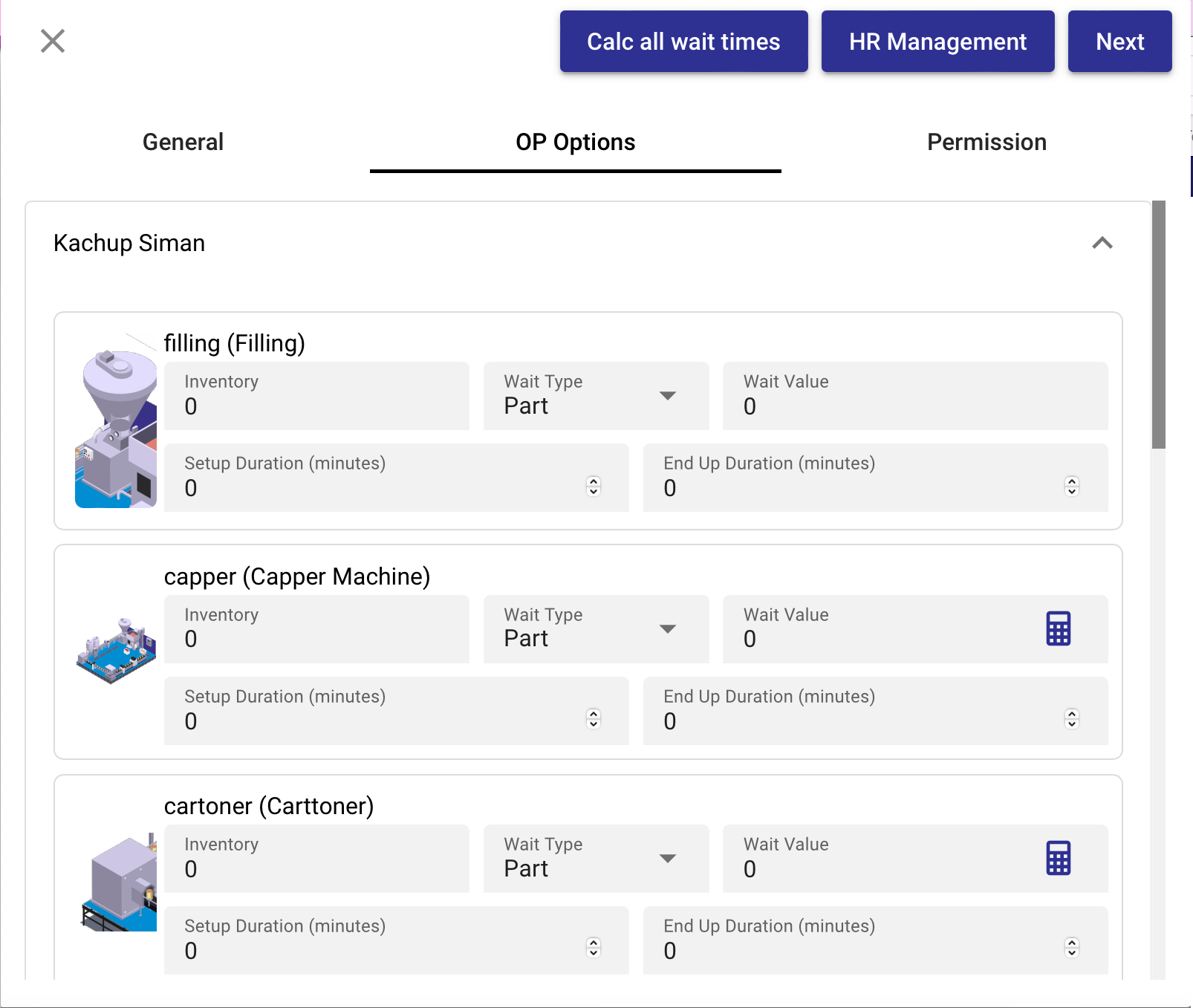
Next, specify the machine's speed for each product and provide details on other aspects like setup and end times. You can also define any special orders, such as cleaning and other unique actions that must be included in the planning process.
An important consideration is waiting time. For all non-continuous production lines that involve more than one machine, you must determine how long the second machine should wait before starting. If you set the waiting time to 0, the Shift Planning Software (SFP) will schedule the second machine to start working at the same time as the first machine.
Additionally, machines in non-continuous production lines are operated by one or more operators, so you should define the operator capacity, ranging from half an operator to as many as needed. Defining operator capacity is crucial for assigning tasks to operators.