
Some mass production factories and workshops utilize conveyors and automatic transmissions to move products from one machine to the next. These transmissions are operated automatically, resulting in the need for intermediate warehouses solely for storing defective or wasted products, which must be meticulously counted.
Examples of industries employing such automated systems include assembly lines, glass manufacturing, Auto parts manufacturers, detergent production, parts machining, and heating furnace lines. Planning these types of production lines is considerably more straightforward than non-automated counterparts since machine speeds are synchronized. Planners must have a clear understanding of:
Machine capacity definitions
Factory timetables
Expertise in human resources management
Identifying bottlenecks and managing low-speed machines.
Monitoring speed losses and responding to urgent maintenance needs, a crucial task for responsible managers.
Furthermore, it is imperative to promptly address speed loss and urgent maintenance issues. Additionally, preventive maintenance (PM) must be carefully planned and executed.
Step 1: Defining the Factory Timetable
Every manufacturing facility and production line relies on its workforce. Due to the inherent constraints posed by human resource availability and attendance patterns, there exists limited flexibility in determining the commencement and cessation times of factory operations. Consequently, within the SFP framework, you have the option to stipulate guidelines concerning shift changes, the number of shifts, and days off.

Step 2: Defining Machines and Production Constraints
Continuous production lines involve machines that do not operate all days, periodic preventive maintenance (PM) may be necessary. When We have Pm in one machine other machine cannot run separately.
These machines can function in automatic modes, and it is imperative to delineate these operational modes before commencing any planning activities. Furthermore, it is crucial to define the maximum production capacity, taking into account the criticality of each machine. TOC (Theories of Constrains).
Step 3: Products and Methods
In continuous production lines, we use machines for producing various products, and the production methods may not vary even with the same machine.
Firstly, choose the warehouse and machines from list one by one to be included in the production lines.
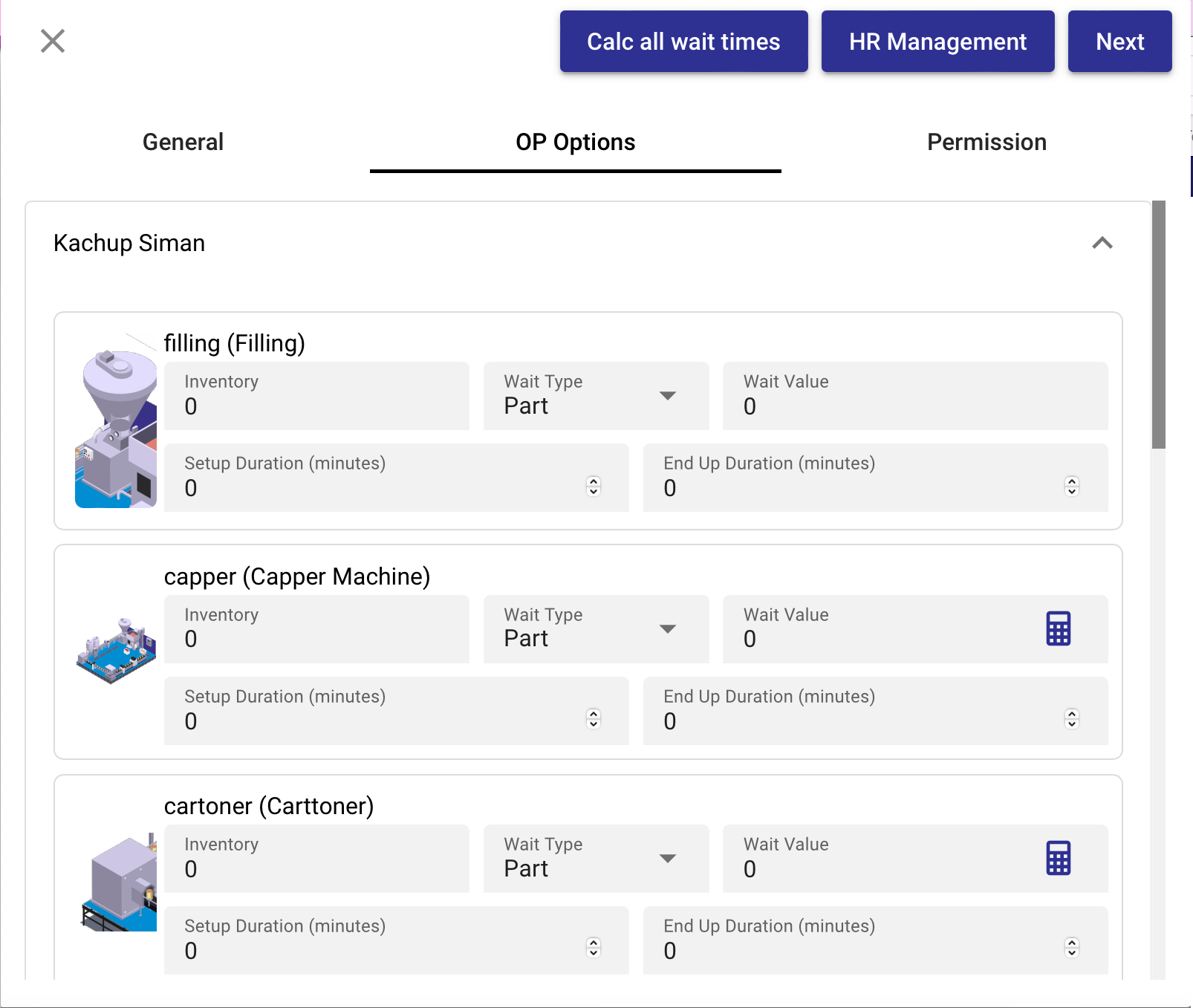
Next, specify the machines speed for each product (minimum speed of chain of machines will be calculated is SFP’s algorithm) and provide details on other aspects like setup and end times (usually set up time and end up time is just for first machine in chain of machines) . You can also define any special orders, such as cleaning and other unique actions that must be included in the planning process.
An important factor to consider is waiting time. In the case of continuous production lines that employ more than one machine, waiting time is minimized to zero. The SFP system is designed to synchronize the start of the second machine with the initiation of operations on the first machine.”
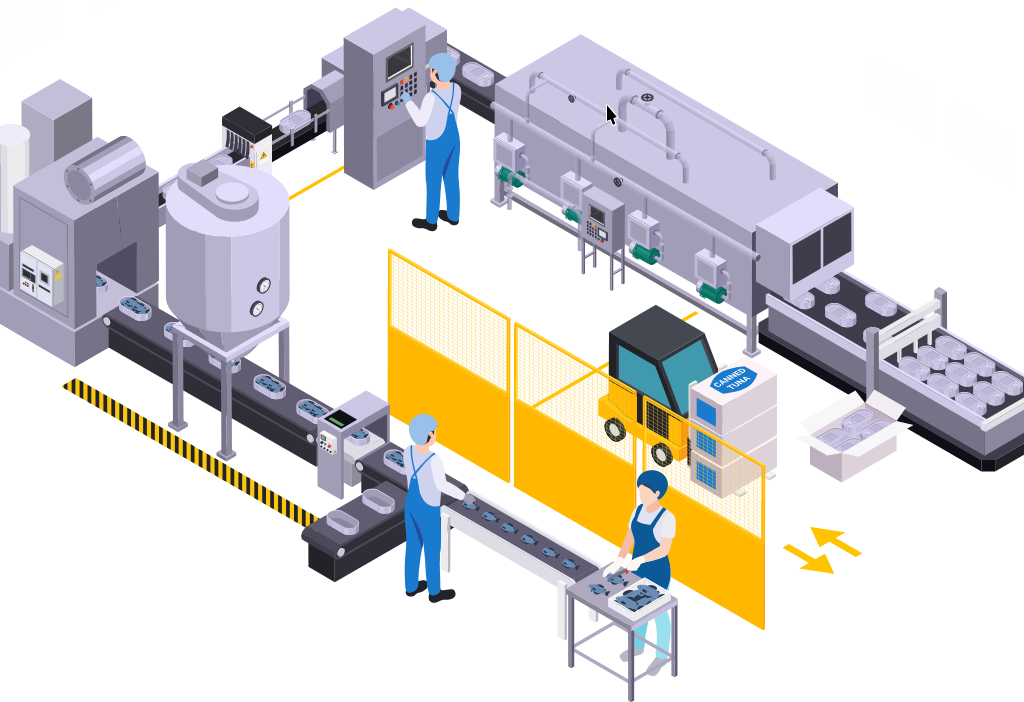
Furthermore, within continuous production lines, machines are typically operated by one or more operators. It is essential to specify the operator capacity, which can vary from half an operator to as many as required. The definition of operator capacity plays a pivotal role in task allocation to operators

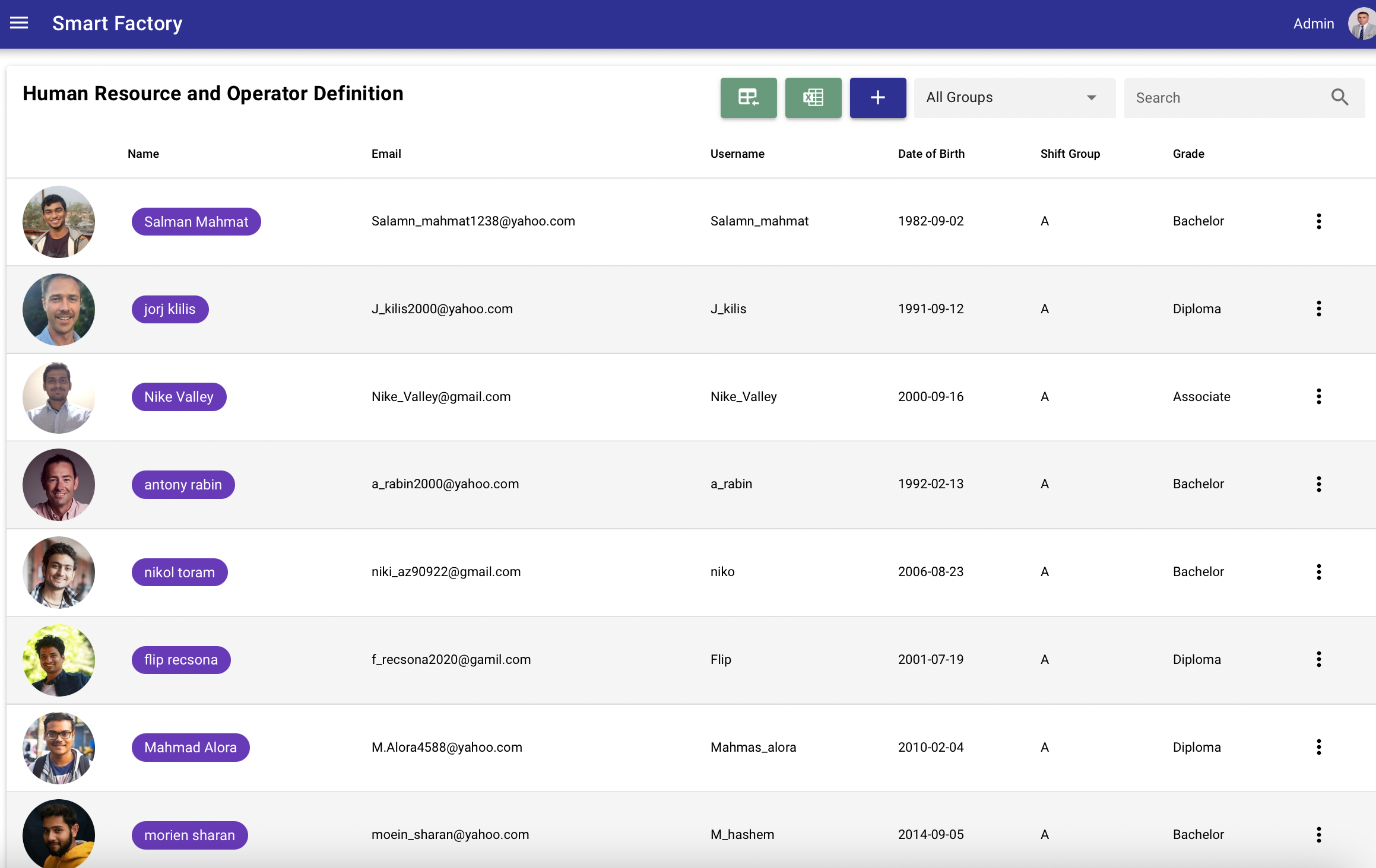
Step 4: Human Resources (Operators)
The final crucial step before planning involves defining the operators’ expertise, usernames, and other necessary access information
Step 5: Initiating the Planning Phase
Before embarking on the planning process, it’s important to note that within SFP, planning occurs on a weekly basis. It is also crucial to prioritize products that require immediate production and timely delivery.
Experienced planners have historically computed approximate machine cycle times for each product. However, SFP now offers a streamlined solution for these calculations. SFP’s algorithms are tailored to cater to the requirements of diverse planners, allowing them to choose the most suitable algorithms for their planning endeavors.

Step6 :Auto Operator Assignment
One of the most complex aspects of planning and re-planning is the allocation of tasks and operations to available human resources. This process is often repetitive and susceptible to errors.
In SFP , as you plan and assign operators to specific machines and operations, the software will automatically handle the assignment of human resources, and you have the flexibility to make changes at any time.
Operators can monitor their previous contributions, both positive and negative, to the factory’s overall targets. Additionally, they can report their daily activities, notify managers of their presence or absence, and track their progress in competency development plans
Step7: 3D Report and Management Dashboard
