

TRS Manufacturing, founded in 1993 after two decades of international trade with European partners, is a leading producer of industrial electrical switches in Dubai and the Middle East.
Starting with assembly of imported components, TRS quickly advanced to full-scale production under its own brand, backed by modern machinery, technical expertise, and strict adherence to international standards. Today, the company manufactures over one million rotary switches, 100 million bimetal contacts, and 200 million electrical terminals annually, serving both domestic and global market
Pain Points and obstacles:

Despite strong growth and exports, TRS faced the classic challenges of scaling production:
- Monitoring efficiency across multiple high-volume product lines.
- Delay in identifying downtime and bottlenecks.
- Maintaining downtime records entirely on paper and operator reports.
- No definition of OEE or utilization rate.
- No standard definition of efficiency, metrics, or methods for improvement
The absence of accurate data and limited understanding of OEE created difficulties in evaluating performance and making fact-based decisions. As a result, TRS was unable to fully optimize production, minimize downtime, or boost productivity. This shortage of actionable insights impacted not only daily operational choices but also slowed down long-term strategic planning and business growth.

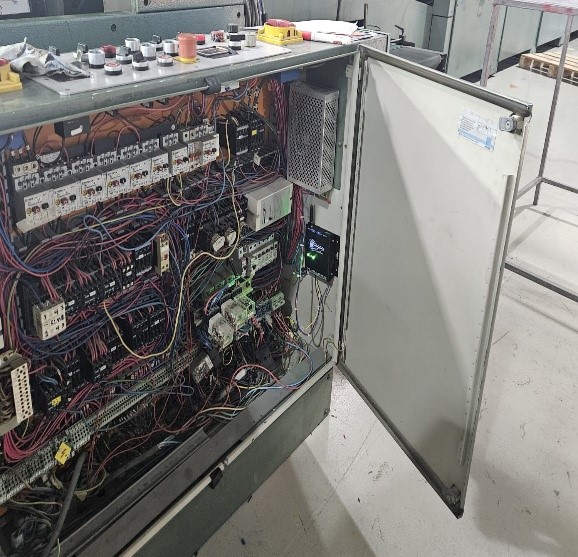
The complexity machines and method
Different machines and brands with varying control plans created the initial connectivity challenge for the IoT device, which required the SFP edge box software to be updated and aligned accordingly.
A high-speed machine with a capacity of 35,000 parts per day requires signals every millisecond, which have been configured in the SFP Edge Box.
For TRS, OEE was still an emerging concept in evaluating production performance. Although it provides a clear, holistic view of how well manufacturing resources are being used, the metric remained largely untapped because of limited awareness and the absence of consistent implementation across different sites.
Because TRS operated across diverse activities, there was no consistent method for measuring or discussing performance. This lack of standardization made it difficult to exchange insights and best practices between sites. The necessity for a unified system soon became evident. OEE can be measured in many ways, but the key is to measure it the same way, using the same calculation. Using the same standards makes it easier to measure efficiency.
THE solution
TRS chose SFP for its simplicity, intuitive interface, and the positive experiences shared by the IT and operations teams.
“SFP stood out because of its ease of use, making it the natural choice for us,” explains Mo, Production Monitoring Expert.
hat appealed most was SFP’s ability to provide a unified framework and standardized method of measuring OEE across different sites.


“With SFP, we now speak the same language at TRS. Having one solution across all sites has created a consistent way of working,”
The Smart Path to Implementation
TRS rolled out SFP through a clear, five-step strategy that focused on Standard calibration, signal capture, categorizing stoppages, first day feedback an data validation, starting improvements.
By adopting a global vision while tailoring actions to local realities, each site embraced this Smart Path framework, securing consistency with the company’s overarching goals while remaining flexible to regional demands.
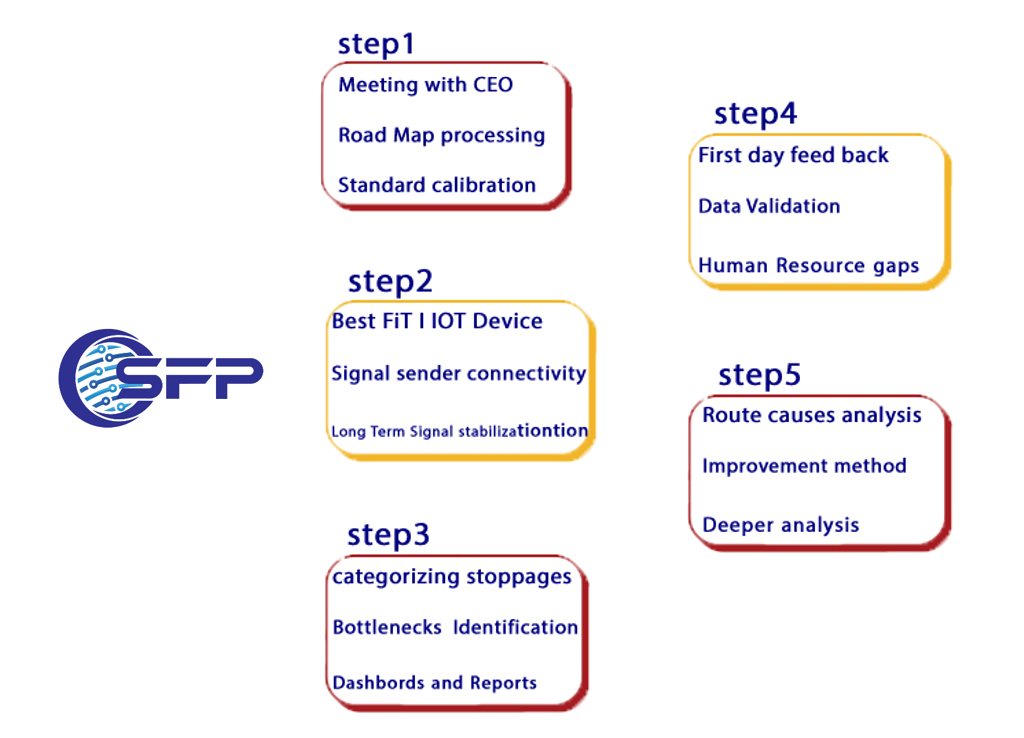
Step 1 At this stage, three key actions are defined
First, a meeting with the CEO is held to clarify overall goals and direction. Next, the roadmap is processed and structured to set priorities and outline the path forward. Finally, standard calibration is performed to ensure that all activities begin with measurable and reliable benchmarks. This step lays the foundation for the success of the following phases.
Step 2 the focus shifts toward technology integration and connectivity
The best-fit IoT device is selected to ensure compatibility and efficiency. Following that, reliable signal sender connectivity is established to maintain seamless communication between devices. Finally, long-term signal stabilization is addressed, ensuring that the system remains consistent, durable, and ready for sustainable operation. This step builds the technological backbone required for future development.

Step 3 of the process, where the focus is on performance monitoring and optimization
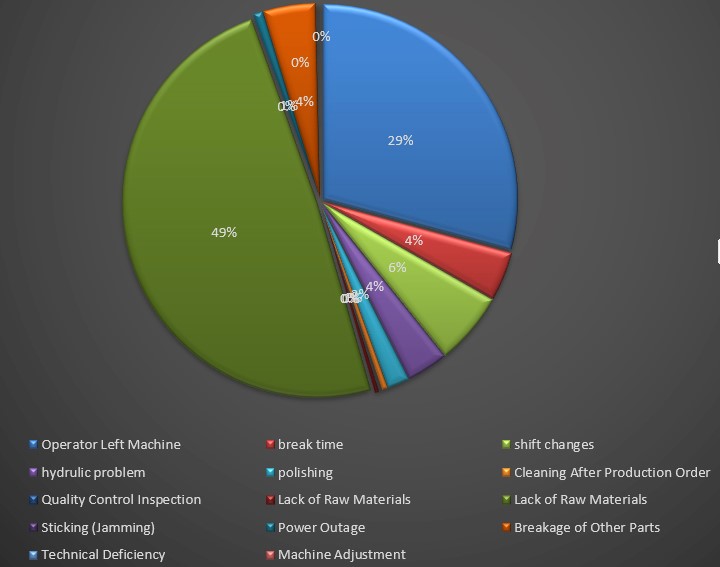
At this stage, stoppages are categorized to better understand their causes and frequency. Next, bottlenecks are identified, helping to pinpoint areas that slow down overall efficiency. Finally, dashboards and reports are created, providing clear and actionable insights that support decision-making and continuous improvement. This step ensures visibility, control, and data-driven management of the entire system.
This does not mean the company has stopped progressing. On the contrary, with a positive outlook, management welcomed the HB Smart Factory team, enabling better access to production data and embracing any form of optimization. Throughout multiple sessions, it became clear that production managers are highly receptive to innovative processes that can enhance workflows and improve efficiency.
Step 4 focuses on monitoring and feedback
On the first day, we should expect up to 5% improvement as a result of the cultural reflection of employees, especially operators, since they become aware that SFP is monitoring their activities. This natural behavioral shift provides an immediate gain. In addition, data validation ensures that the information collected is accurate, consistent, and ready for meaningful analysis. Finally, identifying human resource gaps highlights areas where additional training, support, or workforce planning may be required to sustain long-term improvements.
Monitoring Factory OEE

Step 5 is dedicated to root cause analysis
where the underlying reasons behind stoppages, inefficiencies, or performance gaps are identified with precision. Once these root causes are clear, an improvement method is designed and applied to address the issues systematically, ensuring that corrective actions go beyond surface-level fixes. Finally, through deeper analysis, patterns and long-term insights are uncovered, allowing the organization to build sustainable strategies for continuous improvement and operational excellence
Result:
TRS succeeded, from the very first day of hardware installation and software implementation, in identifying workforce gaps and improving the efficiency of its 10 production lines by 4%. Building on this success, the company expanded by installing SFP hardware on 35 machines.
At first, the company’s managers did not believe that simple measures such as ending shifts on time, starting work punctually, and organizing break and breakfast schedules could have a real impact. However, these small cultural and time-management improvements led to a 4% increase in production efficiency.
During the analysis of speed loss, it was revealed that while a few machines were operating above their nominal speed, nearly 80% of machines were running below their rated capacity. By standardizing and optimizing machine speeds, TRS achieved an additional 12% improvement, resulting in a total production


this graph clearly shows a visual improvement in machine speed performance after SFP implementation. The yellow line (capacity speed) and red line (output speed) moving closer together is a strong indicator of reduced speed loss and increased production efficiency
